Optoelectronic Applications
Optoelectronic applications combine electronic and photonic technologies to generate, manipulate, and detect light. Applications such as VCSELs, micro-LEDs, waveguides, and microlenses are becoming increasingly important in advanced sensing, communication, display, and imaging systems. Optoelectronic applications are driven by growing demand from the aerospace, automotive, consumer electronics, information technology, telecommunications, and healthcare sectors. Optoelectronic applications continue to be one of the fastest-growing fields within semiconductor and photonic device manufacturing.
Industries:
The SENTECH plasma product family provides highly effective solutions for many leading-edge optoelectronic applications. The SENTECH SI 500 D ICPECVD system can be used for high-quality dielectric deposition and trench filling for Micro LED applications, supporting the fabrication of advanced flat-panel display technologies.
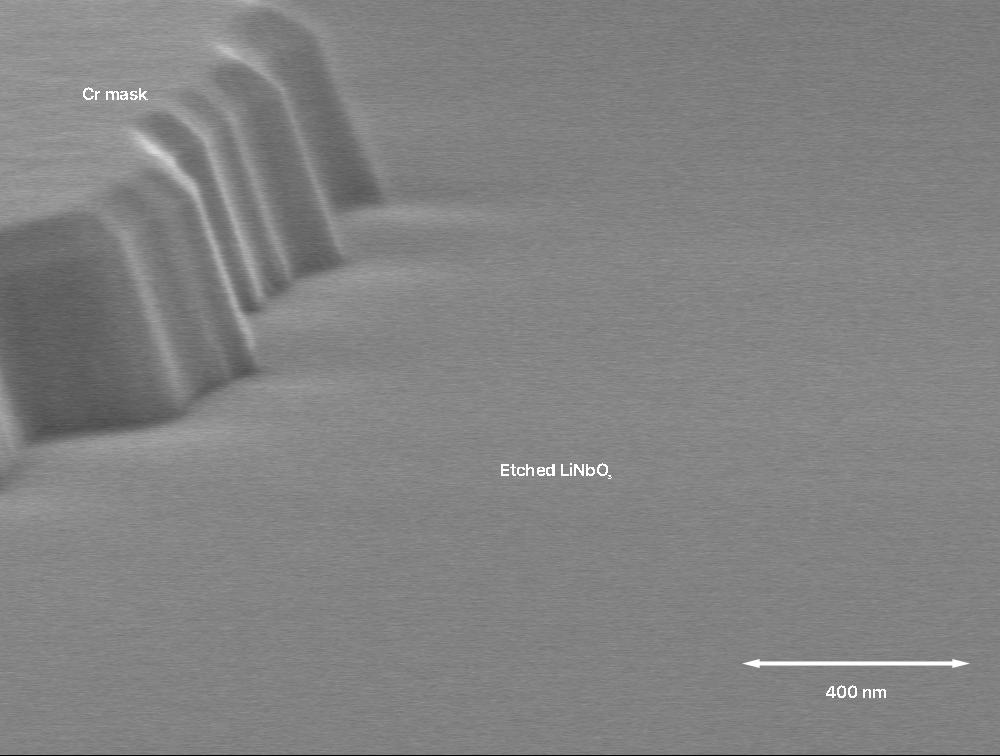
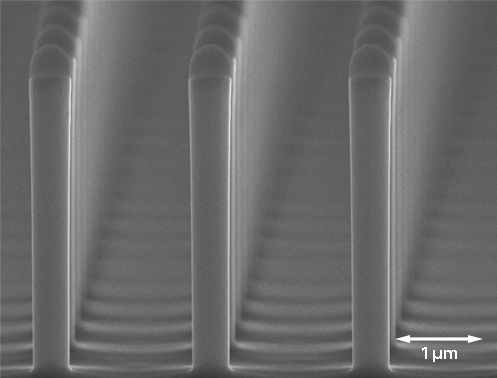
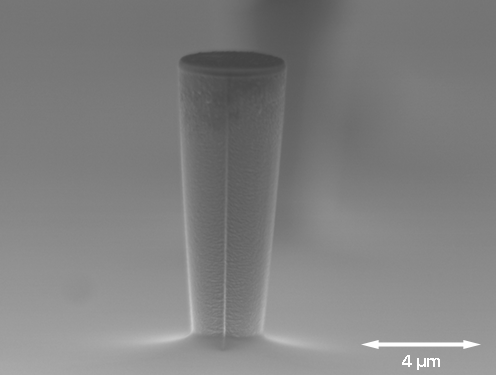
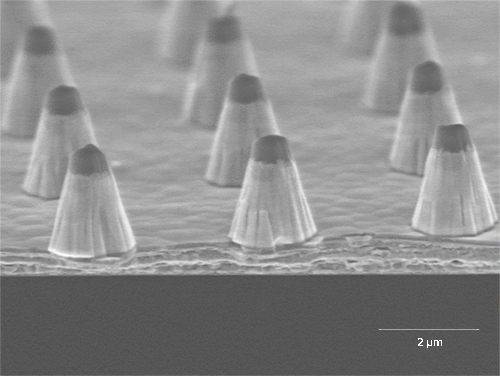
The SI 500 ICP-RIE plasma etch system with the PTSA source offers highly selective, low-damage etching with accurate endpoint detection for the fabrication of vertical and tapered GaAs-based VCSEL structures. The SENTECH SI 500 ICP-RIE system equipped with the Planar Triple Spiral Antenna (PTSA) 200 also enables low-damage etching of GaN- and InP-based devices for the fabrication of waveguides, photonic structures, and microlenses. Microlenses can significantly improve light extraction efficiency in LED devices or be used to focus and direct light in advanced photonic systems. Smooth, vertical, low-loss waveguides and facets for efficient optical coupling have also been demonstrated in materials such as SiN and SiO₂.
For advanced optoelectronic and photonic device fabrication, the SENTECH SI PEALD system enables the low-temperature deposition of high-quality thin films with atomic-scale thickness control. Plasma-Enhanced Atomic Layer Deposition (PEALD) is particularly well suited to the deposition of conformal dielectric, passivation, and functional layers on complex three-dimensional device structures. Typical applications include Micro LEDs, VCSELs, photonic integrated circuits (PICs), waveguides, optical coatings, and next-generation semiconductor devices, where precise film thickness, excellent uniformity, and superior interface quality are critical to device performance.
Learn more about SENTECH plasma process technology, process monitoring, endpoint detection, and thin-film characterisation solutions by requesting the full application note.